Bon, je m’enflamme un peu, mais cette fois, j’ai obtenu un résultat auquel je n’ai aucun reproche à faire. Je ne pensais même pas atteindre cette précision en construisant mon imprimante.
J’ai repris le modèle du buste de femme. Je voulais retenter ma chance maintenant que le calibrage est bien meilleur. J’ai réduit la taille à 50% de l’original pour ne pas y repasser 13 heures. De plus, j’ai réduit le remplissage (In-fill) de 40% à 15%. Pour plusieurs bonnes raisons :
- temps d’impression plus court
- moins de plastique utilisé
- limiter les accoups violents sur l’axe X causés par un maillage étroit
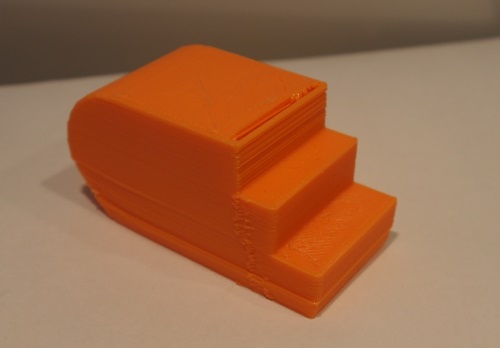
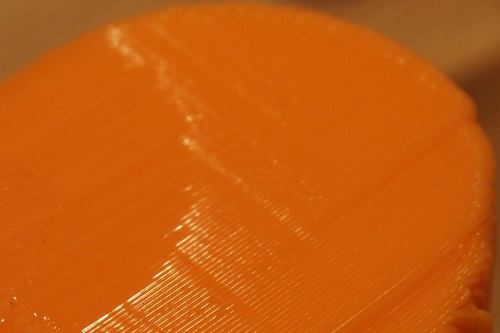
Cette photo a été prise direct à la sortie d’impression, pas de lissage ni finition. Le résultat est propre, les couches sont assez peu visibles.

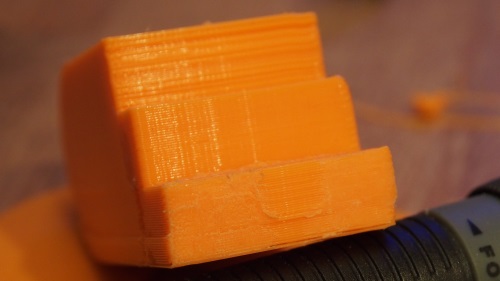
La même impression, mais sous lumière puissante pour mieux voir les couches et se rendre compte de l’échelle.

Je suis vraiment satisfait du résultat. Je me laisserais presque tenter par une impression avec des couches de 0.05 mm. Si l’imprimante arrive à suivre, le résultat devrait être bluffant.
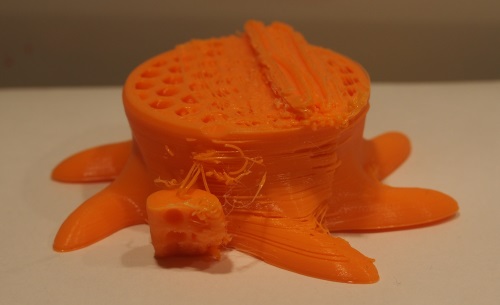
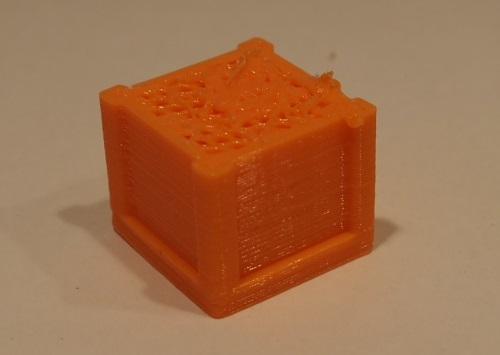
Pour finir de valider le bon fonctionnement de la bête, je pense tester quelques impressions de ce kit de calibrage qui devrait mettre l’imprimante à rude épreuve. Je retenterai aussi quelques formes plus aériennes qui avaient foiré la semaine dernière.