Le buste de femme était un bon début mais montrait clairement des défauts de calibrage. Pour commencer, la buse était bien 0.15 mm trop haut. J’ai donc recalibré la planéité du plateau et la hauteur de l’axe Z.
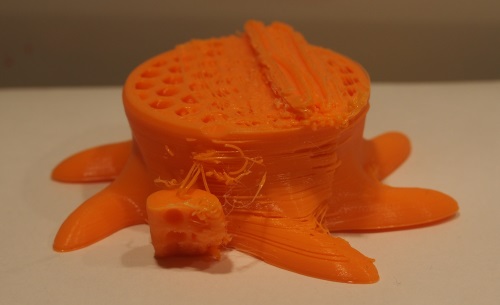
Pour gagner encore en précision, en espérant que l’imprimante suive, j’ai tenté une première impression avec des couches de 0.1 mm. Il s’agit d’un support de carte SD et micro-SD.
Là, grosse catastrophe, après un début qui laisse entrevoir des possibilités à 0.1 mm, ça a viré au carnage. Je n’ai pas compris tout de suite la cause. En fait, la vis qui fixait la poulie sur l’axe du moteur de l’axe X s’était dévissée, après quelques décalages, l’extrudeur ne se déplaçait plus du tout sur l’axe X et évidemment le plastique s’est empilé jusqu’à atteindre rapidement la buse. Ce genre d’incident m’encourage à ne jamais rester trop loin de mon imprimante pendant qu’elle travaille, pour éviter un drame.
Nouvel essai après resserrage de la vis et quelques vérifications du calibrage.

Cette fois, c’est beaucoup mieux. Les couches de 0.1 mm apportent un excellent rendu. Malheureusement, il y a ce décalage horrible en plein milieu qui concerne une trentaine de couches. Je n’ai pas d’explication sûre à 100% mais les impressions suivantes me donnent quelques idées. Jusqu’ici, j’ai utilisé un remplissage (Fill in dans Slic3r) de 0.4, soit 40%. Cela crée un maillage assez étroit, et dans les zones de remplissage, la buse fait des aller-retours à très grande vitesse sur l’axe X. Peut-être que cela entraine parfois un décalage de la poulie sur l’axe moteur. Pour bien faire, il faudrait que j’augmente le méplat de l’axe moteur que je pense être insuffisant. Utiliser un remplissage beaucoup plus faible (15%) augmente la taille du motif de remplissage et limite fortement les accoups sur l’axe X, cela semble avoir réglé mon problème.