Après quelques expériences au succès plutôt mitigé, j’ai tenté l’option enduit – peinture – vernis, avec pas mal de ponçage à la main. Le résultat est vraiment très satisfaisant, mais ça demande quand même un peu de temps.
Voici comment j’ai procédé. Tout d’abord, un peu de matériel :
- Quelques outils pour nettoyer les grosses imperfections
- Du papier de verre assez fin
- De la laine d’acier pour un beau ponçage

Et, de gauche à droite :
- De l’enduit de lissage (mastic de finition acrylique, pour auto)
- Peinture blanche (j’ai retrouvé des vieilles bombes de peinture Games Workshop)
- Du vernis

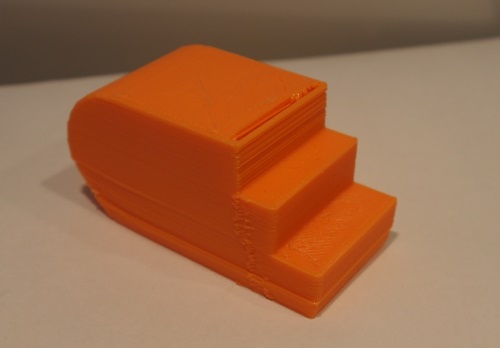
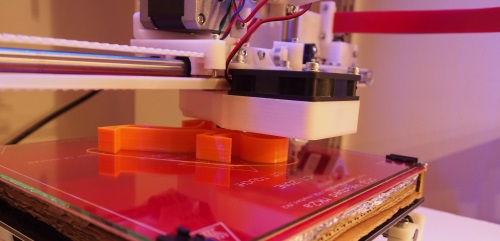
Tout d’abord, impression avec des couches de 0.1 mm.

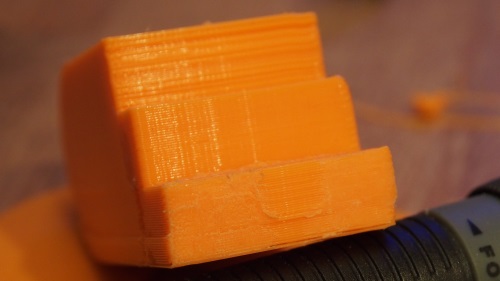
On nettoie l’objet des gros ratés et on passe un très léger coup de papier de verre assez fin, histoire de retirer le gros des imperfections mais sans trop attaquer le model.

J’applique l’enduit. J’ai mis 3 couches. Attention à bien doser, il faut en mettre suffisamment sans que ça bave. Mieux vaut prendre son temps et faire plus de couches fines.

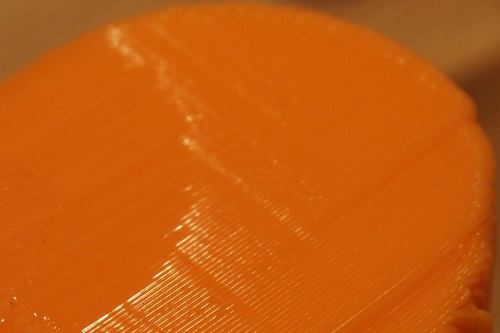
Les couches sont déjà nettement moins visibles. Il est temps de lisser tout ça.

Pour poncer, j’ai utilisé de la laine d’acier. Il faut frotter un moment, mais j’ai été très étonné du résultat ! En ponçant suffisamment, on peut faire disparaître complètement les couches.


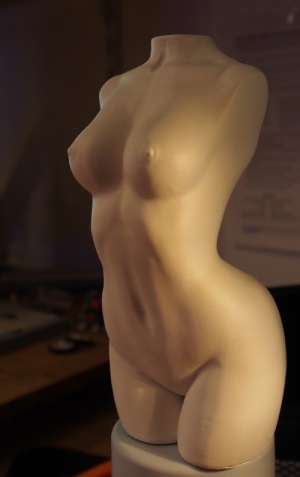
Après le lissage, c’est le moment de la peinture. J’ai passé 3 couches de peinture blanche. Mêmes recommandations : plusieurs fines couches sont préférables. La peinture aide aussi à masquer les couches.


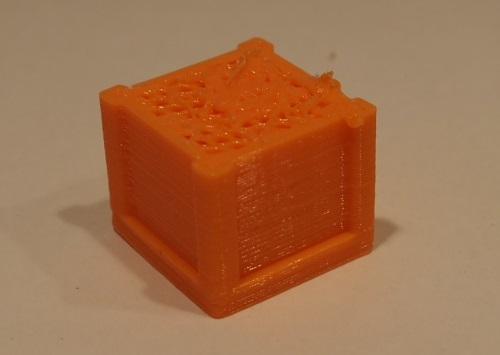
Pour finir, j’ai appliqué 2 couches de vernis satin, je n’avais pas de brillant sous la main.
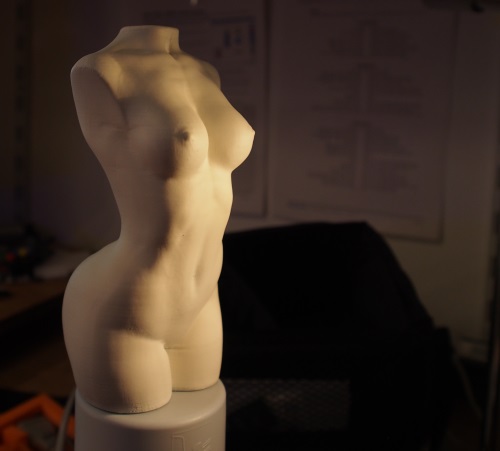

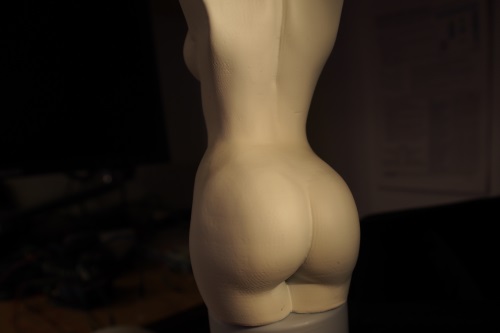
Même si ce n’est pas encore parfait, le résultat est vraiment sympa.