Ici, il s’agit de mesurer quelle distance de filament que l’extrudeur « mange » quand on lui demande d’extruder 100 mm.
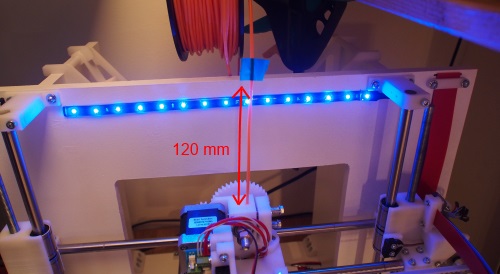
Il faut utiliser Pronterface pour faire chauffer la buse (je suis à 190 °C pour du PLA) et lui demander d’extruder 10 mm de filament (je l’ai fait en 2 fois 50 mm à 50 mm/min). Mais avant tout, on placera un bout de scotch à 120 mm de l’entrée de extrudeur.
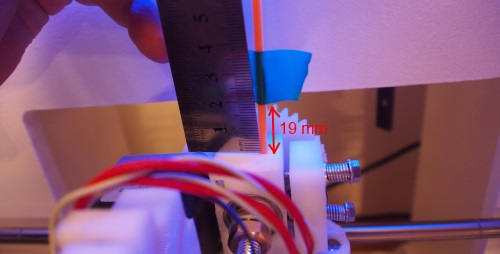
Une fois les 100 mm extrudés, on mesure la distance qu’il reste entre l’extrudeur et le scotch. La différence nous donne la distance réellement extrudée. Soit ici 101 mm. Ce nombre est important, car on va devoir l’intégrer dans le firmware pour qu’il corrige la marge d’erreur.
Il faut éditer le fichier « Configuration.h » (101.0 correspond à la mesure faite à l’instant) :
#define E_STEPS_PER_MM ((3200 * 39.0)/(11.0 * 6.75 * 3.142) * 100.0/101.0)
On reflash le firmware pour qu’il prenne en compte la modification.
On gâche un peu de filament, mais c’est l’occasion de tester l’extrudeur.