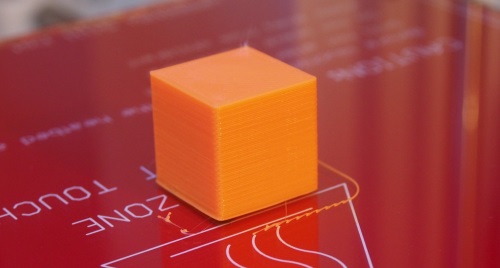
Deux semaines plus tard, me revoilà. J’avais réussi a obtenir des impressions très belles. Mais j’ai très vite déchanté quand il s’est agit d’imprimer des pièces de précision : les objets imprimés n’étaient pas aux bonnes dimensions ! Par exemple, pour une boite de 20 mm x 20 mm x 10 mm, j’obtenais une boite de 21.4 mm x 20.6 mm x 10 mm.
J’ai fait pas mal de tests…

Plusieurs choses à retenir :
- lors du calibrage, j’avais beaucoup trop resserré mes courroies
- Mes courroies étaient HS. Je ne sais pas s’il s’agissait de courroies de mauvaise qualité, ou si je les ai abîmées en les tendant trop. En tout cas, j’avais un peu de colle a bois qui avaient coulé sur celle de l’axe X et génait un peu les déplacements, et celle de l’axe Y présentait des marques de pliures douteuses. Bref, j’ai remplacé les 2, je ne les ai pas trop tendues et les résultats ont été beaucoup plus précis !
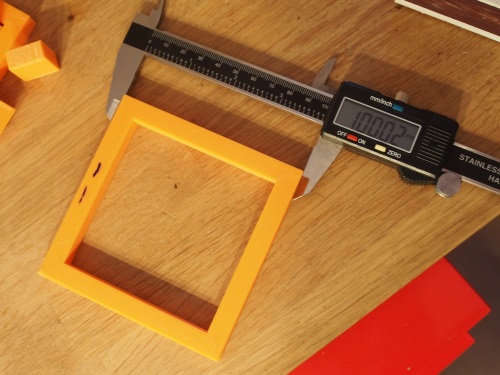
- Un pied à coulisse digital est indispensable pour bien étalonner l’imprimante

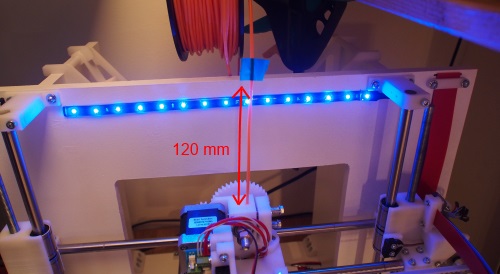
Une fois la mécanique fiabilisée, il restait quelques écarts, les dimensions n’étaient pas encore tout à fait parfaites. L’étape suivante consiste donc à étalonner l’imprimante en mettant à jour son firmware pour lui dire, pour chaque axe, combien de pas moteur sont nécessaires pour un déplacement réel de 1 mm. J’ai perdu beaucoup de temps à trouver comment se faisait l’étalonnage. J’ai tatônné et obtenu de très bons conseils via le forum francophone RepRap. Aussi je ne détaillerai pas tout le processus ici et me contenterai d’un lien vers un excellent article qui explique tout cela très bien :
Le blog de Jean-Philippe Abraham, que je remercie chaleureusement 🙂
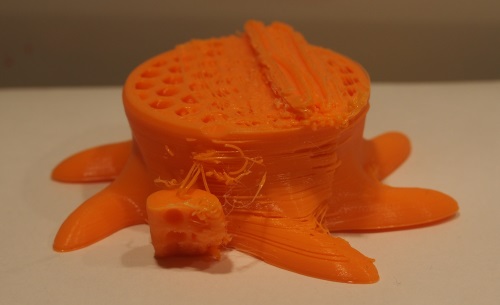
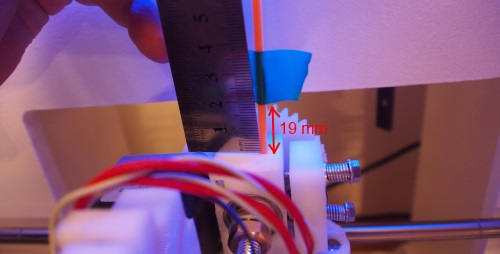
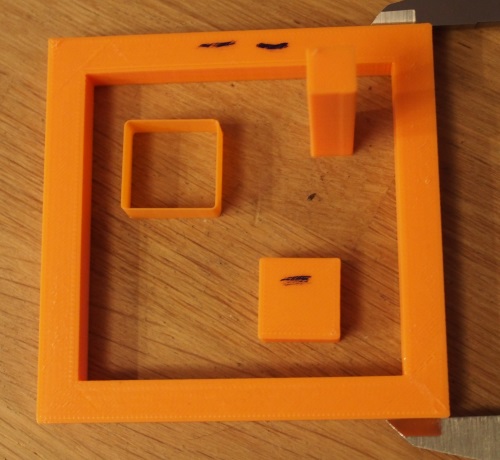
Au final, ce qui reste peut-être le plus simple est d’imprimer quelques grandes pièces pour faire des mesures précises et calculer les nouvelles valeurs à entrer dans le firmware de l’imprimante. Voici quelques pièces qui m’ont aidé à étalonner et calibrer ma RepRap.
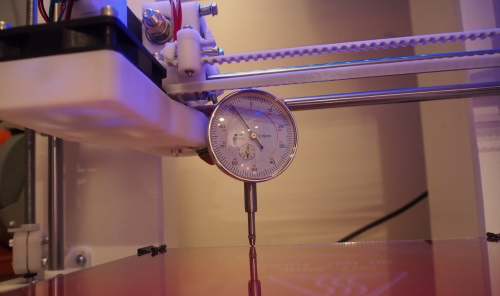
Pour finir, le soulagement, enfin des dimensions correctes ! Contrairement à la photo, le meilleur endroit pour prendre des bonnes mesures est de se positionner sur les dernières couches imprimées.