Le bon fonctionnement des interrupteurs fin de course et des moteurs étant validé, on va maintenant vérifier que les résistances de chauffe et les thermistances se comportent correctement.
Pour nos mesures, nous auront besoin d’un thermomètre thermocouple (pour 35€ sur Ebay, j’en ai trouvé un qui fait infrarouge et sonde classique).
Cette phase est recommandée. Si normalement il ne devrait pas y avoir de problème, on n’est jamais à l’abri. Ce fut d’ailleurs mon cas, je n’aurais pas repéré l’écart de température de 20-30°C dû aux mauvaises résistances de tirage de ma carte Melzi.
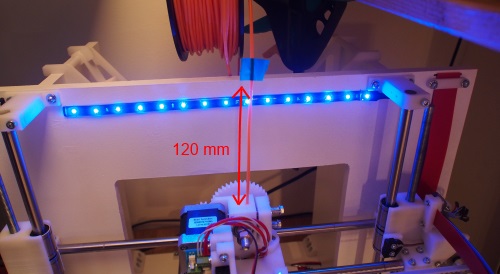
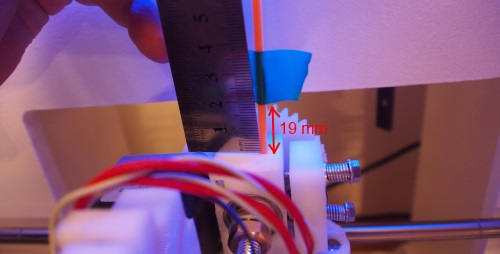
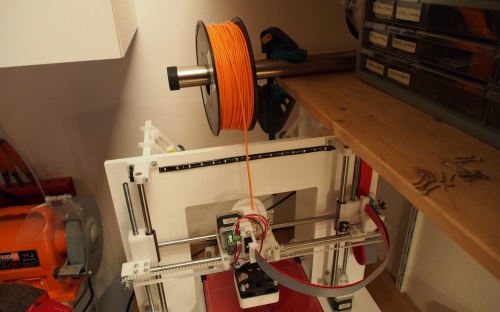
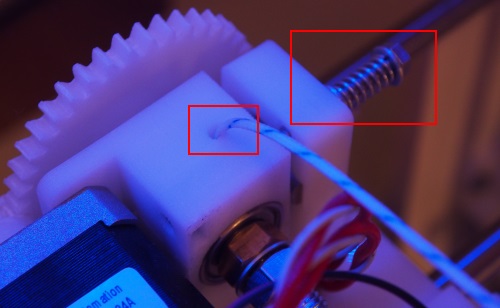
Pour vérifier la buse chauffante, il faut dévisser le dispositif de serrage de l’extrudeur et glisser la sonde jusque dans la buse.
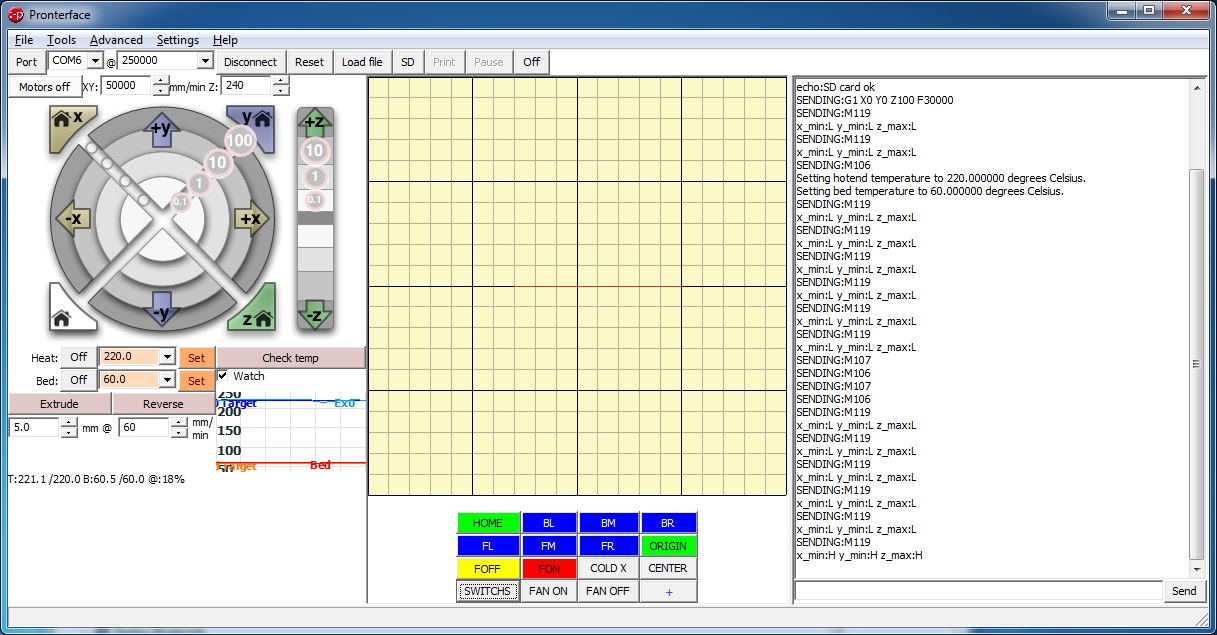
Dans Pronterface, on demande à l’imprimante de monter la température de la buse à 220°C.
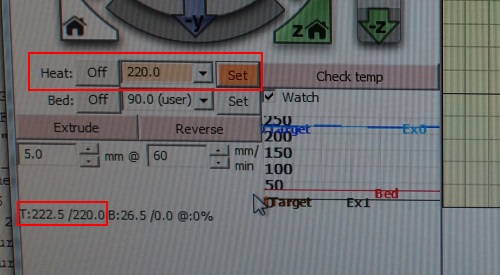
Une fois la température atteinte on vérifie avec la sonde que la température mesurée correspond à celle indiquée dans le logiciel. Attention à ce que la gaine de la sonde ne fonde pas dans la buse de l’extrudeur.

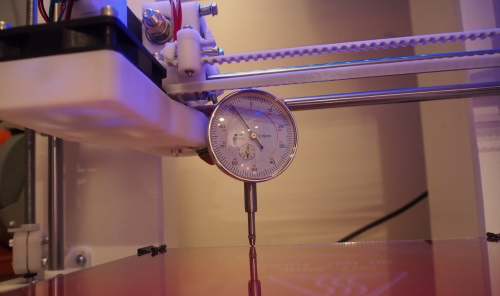
On répète la même opération avec le plateau chauffant (à 60°). (Nophead recommande de pousser le plateau une première fois à 90° et laisser reposer 2 heures pour que l’eau présente dans la colle qui entoure la thermistance s’évapore).
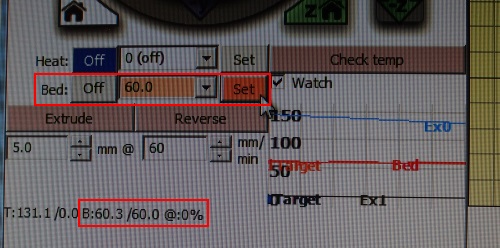
Cette fois, je mesure en infrarouge, c’est plus pratique. La température n’est pas tout a fait à 60°C, mais je pense que c’est dû à la plaque de verre.

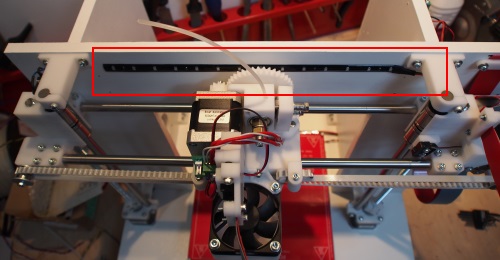
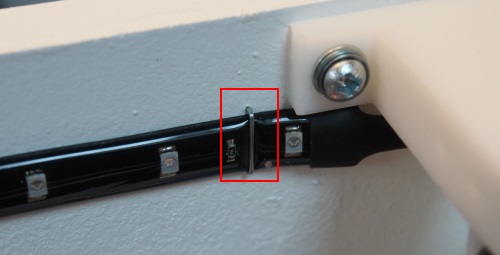
Dernier point, penser à bien resserrer les vis de l’extrudeur après avoir fait ces vérifications ! J’ai oublié, et les vis empêchaient l’interrupteur de fin de course de l’axe X de s’enclencher. Bref, le moteur s’est bloqué, ça a fait un bruit du tonnerre, j’ai heureusement pu débrancher l’imprimante avant que ça casse ! Il est donc bon d’avoir un interrupteur d’arrêt d’urgence plus accessible que celui de l’alimentation !